January 24, 2024 – Key Technology (“Key”), a member of Duravant’s Food Sorting and Handling Solutions group, introduces optical sorters for processed protein products, such as frozen chicken nuggets, chicken tenders, fish sticks, plant-based meat alternatives and more. Automatically removing product defects and foreign material (FM), Key’s optical sorters including COMPASS® and VERYX® help optimize product quality while improving yield and reducing labor.
“Processors of protein products worldwide have relied on Key’s vibratory conveyors for more than 25 years. However, when it comes to sorting, historically they’ve been satisfied with manual inspection. Now, with such a tight labor market and consumers’ product quality expectations higher than ever, automating inspection makes more sense,” said Jack Lee, Duravant Group President - Food Sorting and Handling Solutions. “Drawing on our application expertise in material handling, we’ve developed optical sorting systems that automate a process that previously required several workers per shift, while simultaneously achieving more consistent product quality.”
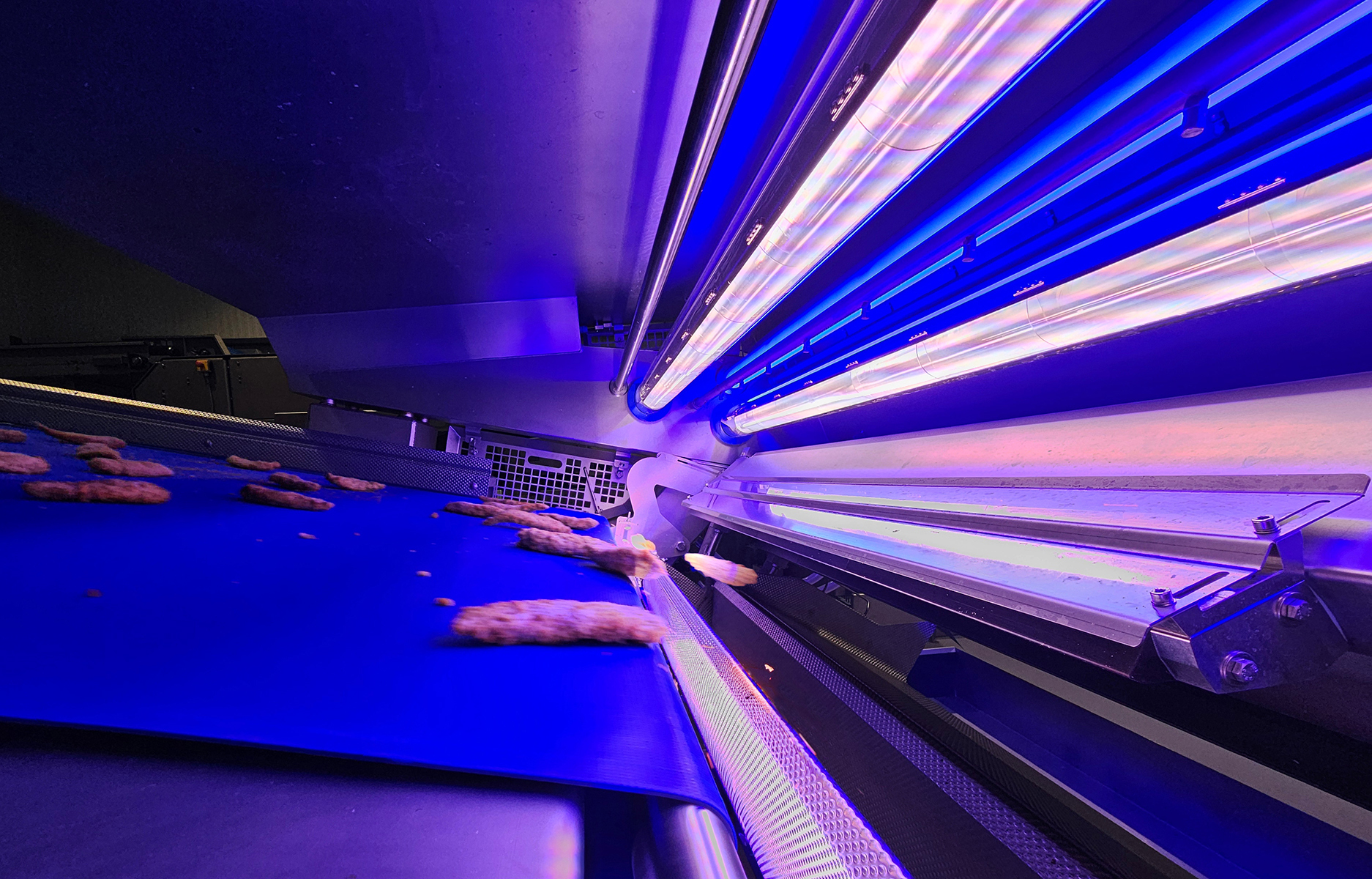
Key’s COMPASS and VERYX optical sorters detect the color, size, shape and/or structural properties of every object to identify and remove a variety of product defects including clumps of product, clumps of breading/batter and product that hasn’t been formed, cooked or coated correctly. Foreign material (FM), such as plastic, metal, glass and paper, that may have been accidentally introduced to the production line is also removed. For processed protein applications, optical sorting is most often utilized immediately prior to packaging for final inspection but may also be utilized upstream to inspect incoming ingredients.
Each sorting system is customized by Key in the ideal size and configuration to address the processor’s unique product characteristics and line requirements. Key infeed and collection conveyors can be integrated with the sorter to gently move product and preserve its integrity while maximizing sort accuracy. Optional conveyor screens are available to remove fines prior to sorting, if needed.
Engineered to satisfy the high sanitary standards required for protein processing, Key’s optical sorters feature open designs, sloped surfaces and more to maximize equipment hygiene and ease cleaning.
Every COMPASS and VERYX sorter is equipped with Key Discovery™, a powerful data analytics and reporting software that enables the sorter to collect and analyze data about objects flowing through the sorter to reveal patterns that can help improve upstream and downstream processes.
Key’s optical sorters for frozen protein products virtually eliminate the need for manual inspection, which decreases labor costs and achieves more consistent FM and defect removal. Fast and accurate recipe-driven changeovers maximize production versatility and uptime while ensuring repeatable results. Operator qualification requirements allow a minimally-skilled individual to become a proficient user of the system in less than one hour.
Processors of meat, poultry and plant-based alternatives can learn more about Key’s optical sorters and vibratory conveyors at IPPE in booth #C19167.
Key supports its customers worldwide through an extensive sales network and its global service team. For more information on Key’s optical sorters, visit www.key.net/en/our-products/sorting/.
About Key Technology, Inc.
Key Technology is a global leader in the design and manufacture of automation systems including optical sorters, conveyors and other processing equipment. Applying processing knowledge and application expertise, Key helps customers in the food processing and other industries improve quality, increase yield and reduce cost. Key manufactures its products in Walla Walla, Washington, USA; Redmond, Oregon, USA; and in Beusichem, the Netherlands. Key offers customer demonstration and testing services at five locations including Walla Walla and Beusichem as well as Hasselt, Belgium; Sacramento, California, USA; and Melbourne, Australia; and maintains a sales and service office in Santiago de Queretaro, Mexico. Key is a Duravant Company. For more information, visit www.key.net.
About Duravant
Headquartered in Downers Grove, IL, Duravant is a global engineered equipment company with manufacturing, sales and service facilities throughout North America, Europe and Asia. Through their portfolio of operating companies, Duravant delivers trusted end-to-end process solutions for customers and partners through engineering and integration expertise, project management and operational excellence. With worldwide sales distribution and service networks, they provide immediate and lifetime aftermarket support to all the markets they serve in the food processing, packaging and material handling sectors. Duravant’s market-leading brands are synonymous with innovation, durability and reliability. For more information, visit www.duravant.com.
Buffy Hagerman
Key Technology
150 Avery Street
Walla Walla, WA 99362 USA
Tel: +1 509 540 7415
[email protected]
www.key.net
Lene Boes
Key Technology
Bedrijfsstraat 6b
B-3500 Hasselt, Belgium
Tel: +32 (0) 11 26 70 38
[email protected]
www.key.net
Cat McBride
McBride Public Relations
527 27th Street
Richmond, CA 94804 USA
Tel: +1 650 384 5727
[email protected]
www.mcbridepr.com